Wiertarka CNC to jedna z najważniejszych maszyn stolarskich w zakładach produkujących meble, schody, drzwi oraz wszelkie elementy z płyt drewnopochodnych. Łączy klasyczną funkcję wiercenia otworów z precyzją sterowania komputerowego, co pozwala wykonywać powtarzalne, skomplikowane układy otworów w bardzo krótkim czasie. Dla wielu warsztatów staje się podstawą zautomatyzowanej produkcji – zarówno przy krótkich seriach, jak i w produkcji masowej. Zrozumienie możliwości i ograniczeń wiertarek CNC, a także różnic między poszczególnymi modelami, pomaga uniknąć kosztownych pomyłek inwestycyjnych oraz lepiej zaplanować proces technologiczny.
Budowa i zasada działania wiertarki CNC do drewna
Wiertarka CNC (Computerized Numerical Control) to maszyna, w której ruch narzędzi oraz stołu roboczego jest sterowany komputerowo, za pomocą specjalnego oprogramowania. Operator nie ustawia ręcznie każdego otworu, lecz wczytuje program obróbczy (np. z systemu CAD/CAM, pliku z programu do projektowania mebli lub kodu G-code), a maszyna automatycznie realizuje zadanie.
Główne podzespoły wiertarki CNC
Typowa wiertarka CNC wykorzystywana w stolarstwie składa się z kilku podstawowych elementów:
- Korpus – masywna rama stalowa zapewniająca sztywność i stabilność. Od niej zależy dokładność pracy oraz odporność na drgania. Im cięższa i solidniejsza konstrukcja, tym lepsza jakość obróbki oraz dłużsża żywotność wrzecion i prowadnic.
- Stół roboczy – powierzchnia, na której mocuje się obrabiany element. Może to być stół szczelinowy, rastrowy, belkowy lub z podciśnieniem (vacuum). W wiertarkach meblarskich często jest to specjalny stół dostosowany do formatów płyt meblowych.
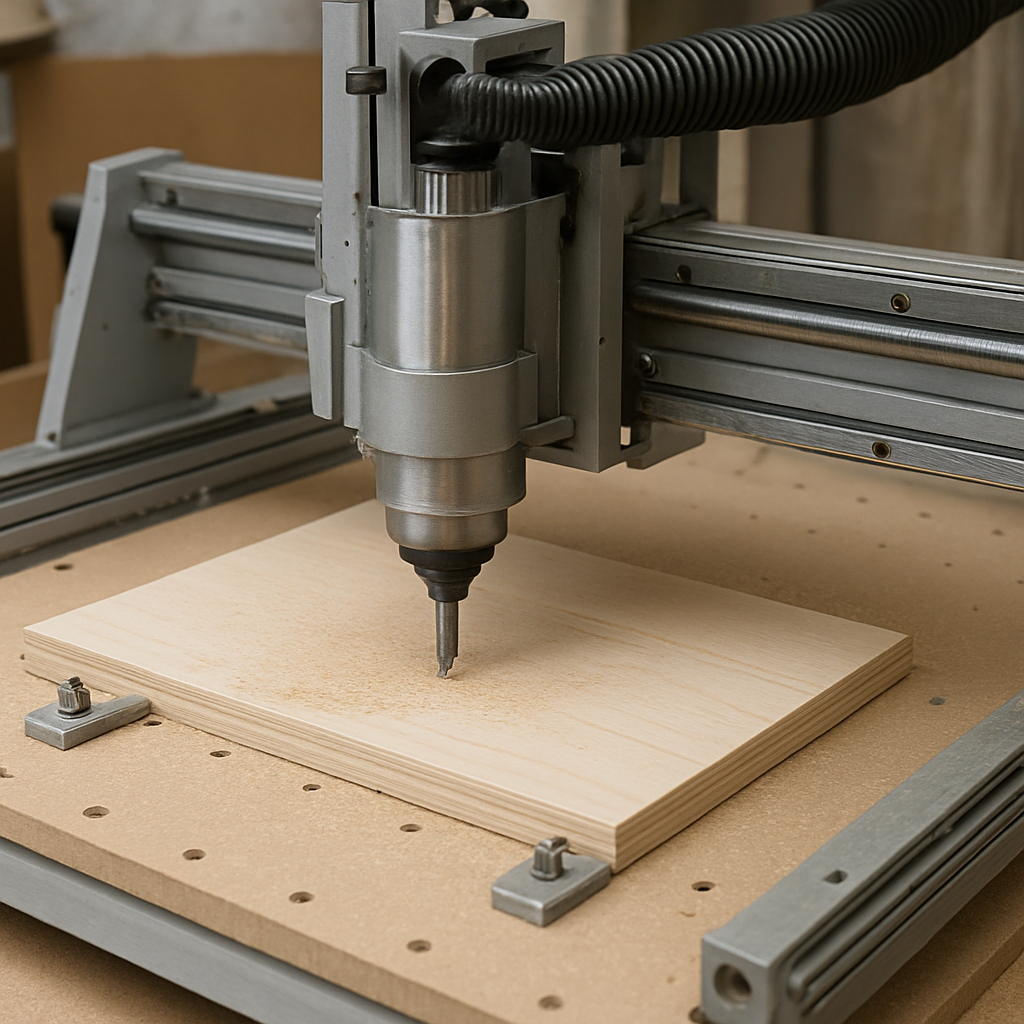
- Jednostka wiertarska – serce maszyny. Składa się z poziomych i pionowych wrzecion wiertarskich, rozlokowanych tak, aby mogły wiercić otwory w różnych kierunkach bez konieczności ręcznego ustawiania elementu. Zależnie od modelu może mieć od kilku do nawet kilkudziesięciu wrzecion.
- Wrzeciono frezarskie (w maszynach kombinowanych) – często wiertarka CNC jest połączona z funkcją frezowania, co pozwala na wykonywanie gniazd, kieszeni, frezów pod okucia oraz kształtów niemożliwych do uzyskania klasyczną wiertarką liniową.
- Układ napędowy osi – serwonapędy lub silniki krokowe poruszające głowicę oraz stół w osiach X, Y, Z (czasem także dodatkowe osie obrotowe). Od ich jakości zależy dokładność pozycjonowania i prędkość pracy.
- System sterowania – komputer przemysłowy lub panel operatorski z oprogramowaniem umożliwiającym wczytywanie programów, tworzenie prostych operacji z poziomu maszyny, korekcję narzędzi, diagnostykę błędów i integrację z siecią zakładową.
- System mocowania elementów – najczęściej są to próżniowe stoły rastrowe, przyssawki, dociski pneumatyczne lub kombinacje tych rozwiązań. Odpowiednie zamocowanie materiału jest kluczowe dla bezpieczeństwa i jakości wiercenia.
- Odciąg wiórów – instalacja odpylająca podłączona do króćców przy jednostce wiertarskiej i ewentualnie wrzecionie frezarskim, która usuwa wióry i pył z obszaru roboczego, poprawiając widoczność, precyzję i żywotność podzespołów.
Jak przebiega proces wiercenia CNC w stolarni
Proces technologiczny na wiertarce CNC zwykle wygląda następująco:
- Projekt – konstruktor przygotowuje model mebla lub elementu w systemie CAD/CAM lub w programie do projektowania mebli. Określane są miejsca łączeń, rodzaj okuć, rozstaw otworów, głębokości wierceń.
- Generowanie programu – z projektu powstaje plik obróbczy zawierający współrzędne wszystkich otworów, wybór narzędzi oraz kolejność operacji. Często odbywa się to automatycznie poprzez postprocesor dopasowany do danej maszyny.
- Ustawienie elementu – operator układa płytę lub formatkę na stole, ustawia bazowanie (np. przy użyciu kołków bazujących lub ograniczników) i uruchamia program.
- Realizacja obróbki – maszyna automatycznie pozycjonuje narzędzia, wykonuje wiercenia w osiach X/Y/Z, a w modelach kombinowanych dodatkowo frezowanie. Operator nadzoruje przebieg pracy i reaguje na komunikaty sterowania.
- Kontrola jakości – po zakończeniu obróbki sprawdzane są wymiary, rozmieszczenie otworów oraz jakość powierzchni. Przy dobrze przygotowanym programie i poprawnej kalibracji maszyny odchyłki są minimalne.
Zastosowanie wiertarek CNC w stolarstwie i przemyśle meblarskim
Wiertarki CNC są używane wszędzie tam, gdzie liczy się powtarzalność, szybkość oraz wysoka dokładność rozmieszczenia otworów. Dotyczy to zarówno zakładów produkujących na skalę przemysłową, jak i mniejszych stolarni realizujących zindywidualizowane zamówienia.
Produkcja mebli skrzyniowych i korpusowych
Najszersze zastosowanie wiertarki CNC znajdują w produkcji mebli z płyt wiórowych, MDF, HDF i sklejki. Wiercenie otworów pod konfirmaty, kołki, mimośrody, zawiasy puszkowe, prowadnice szuflad czy systemy półek wymaga precyzyjnego rozstawu i kąta wiercenia, szczególnie przy frontach frezowanych czy korpusach nietypowych.
W tym obszarze wiertarka CNC pozwala:
- zastąpić kilka klasycznych wiertarek wielowrzecionowych jedną maszyną,
- przełączać się błyskawicznie między różnymi programami – np. między serią szafek kuchennych a indywidualnym projektem garderoby,
- ograniczyć ryzyko błędów pomiarowych, ponieważ wymiarowanie odbywa się w programie, a nie podczas ręcznego trasowania,
- oszczędzić czas przy seryjnej produkcji, gdy dziesiątki lub setki identycznych elementów wymagają identycznych układów otworów.
Produkcja drzwi, schodów i elementów konstrukcyjnych
Wiertarki CNC są również stosowane przy bardziej specjalistycznych wyrobach:
- drzwi: wiercenie pod zamki, zawiasy, wkładki, wizjery, elementy okuć specjalnych; w maszynach zaawansowanych możliwe jest także frezowanie kieszeni, gniazd i otworów pod ościeżnice,
- schody: wiercenie otworów pod trzpienie, kołki, łączniki systemowe, szczególnie gdy stopnie i policzki mają nietypowe kształty; automatyzacja ułatwia zachowanie geometrii biegu schodów,
- konstrukcje drewniane i elementy systemów zabudowy: wiercenie przelotowe i nieprzelotowe w belkach, listwach, elementach ramowych.
Dzięki sterowaniu numerycznemu można łatwo wprowadzić zmiany w projekcie bez konieczności długotrwałego przezbrajania maszyny. Wystarczy korekta w programie, co jest szczególnie istotne przy seriach prototypowych oraz produkcji jednostkowej.
Mniejsze warsztaty, stolarnie usługowe i pracownie designerskie
Choć wiertarka CNC kojarzy się głównie z dużym przemysłem, coraz częściej trafia także do małych zakładów. Wynika to z kilku powodów:
- rosnącej dostępności tańszych, kompaktowych modeli,
- zapotrzebowania na indywidualne, skomplikowane projekty z dokładnym pasowaniem elementów,
- koniunkcji funkcji wiercenia i frezowania w jednej maszynie, co pozwala realizować ciekawe projekty designerskie.
W małych pracowniach wiertarka CNC bywa wykorzystywana do:
- precyzyjnego wiercenia pod okucia nietypowe (np. systemy ukrytych zawiasów, prowadnic podblatowych, wzmacniaczy konstrukcji),
- łączenia wiercenia z frezowaniem dekoracyjnym, np. w frontach, panelach ściennych czy elementach dekoracyjnych,
- produkcji krótkoseryjnej, gdzie elastyczność programowania ma większe znaczenie niż maksymalna wydajność.
Rodzaje materiałów obrabianych na wiertarkach CNC
Choć mowa przede wszystkim o drewnie i materiałach drewnopochodnych, wiertarki CNC mogą obrabiać także inne tworzywa:
- płyty MDF, HDF, sklejkę, płyty wiórowe laminowane i surowe,
- drewno lite – zarówno miękkie (sosna, świerk), jak i twarde (dąb, buk, jesion),
- płyty kompozytowe z rdzeniem piankowym, płyty typu sandwich,
- niektóre tworzywa sztuczne (np. HPL, PCV, poliwęglan) – przy doborze odpowiednich narzędzi i parametrów pracy.
Uniwersalność materiałowa znacząco podnosi atrakcyjność zakupu wiertarki CNC, gdyż pozwala na rozszerzenie oferty zakładu, np. o elementy reklamowe, ścianki ekspozycyjne czy zabudowy stoisk targowych.
Zalety i wady wiertarek CNC w porównaniu z klasycznymi rozwiązaniami
Każda inwestycja w park maszynowy wymaga analizy plusów i minusów. Wiertarki CNC nie są wyjątkiem – oferują ogromne możliwości, ale wiążą się też z kosztami i wymaganiami organizacyjnymi.
Najważniejsze zalety wiertarek CNC
- Precyzja i powtarzalność – dokładność pozycjonowania sięga dziesiątych części milimetra. Przy dużych seriach eliminuje to problemy z niedopasowaniem otworów, luzami czy koniecznością poprawek ręcznych.
- Wysoka wydajność – wielowrzecionowe głowice i szybkie przejazdy robocze skracają czas obróbki pojedynczego elementu. Maszyna może wykonywać jednocześnie wiele otworów w różnych płaszczyznach.
- Automatyzacja – możliwość integracji z magazynami płyt, podajnikami i liniami produkcyjnymi. W dużych zakładach wiertarka CNC pracuje w cyklu niemal ciągłym, z minimalnym udziałem operatora w ustawianiu detali.
- Elastyczność – łatwa zmiana asortymentu dzięki szybkiemu przełączaniu programów. Produkcja małoseryjna i jednostkowa staje się znacznie bardziej opłacalna niż na klasycznych wiertarkach.
- Oszczędność miejsca – jedna dobrze dobrana wiertarka CNC może zastąpić kilka osobnych maszyn (wiertarki liniowe, wielowrzecionowe, a nawet frezarkę CNC), co zmniejsza zapotrzebowanie na powierzchnię hali.
- Lepsza ergonomia pracy – operator nie musi wykonywać powtarzalnych ruchów i ręcznego trasowania. Zmniejsza to ryzyko urazów oraz obciążenia układu mięśniowo-szkieletowego.
- Możliwość dokumentowania i śledzenia procesu – zapis programów, historii obróbek, raporty produkcyjne. To ważne przy certyfikacji jakości oraz analizie kosztów.
Wady i ograniczenia wiertarek CNC
- Wysoki koszt zakupu – szczególnie w przypadku maszyn renomowanych producentów z rozbudowanymi jednostkami wiertarskimi i frezarskimi. Dla małego zakładu jest to często największa bariera wejścia.
- Konieczność odpowiedniego przygotowania danych – bez poprawnych programów obróbczych potencjał CNC pozostaje niewykorzystany. Zakład musi zainwestować w oprogramowanie CAD/CAM oraz przeszkolenie projektantów.
- Wymagania co do operatora – osoba obsługująca maszynę powinna znać jej oprogramowanie, podstawy programowania CNC i potrafić diagnozować typowe błędy. Nie jest to typowa prosta praca przy wiertarce ręcznej.
- Wrażliwość na błędy w programie – niewłaściwe parametry lub złe położenie punktów wiercenia mogą spowodować zniszczenie detalu, a w skrajnych przypadkach uszkodzenie narzędzi lub samej maszyny.
- Serwis i części zamienne – zaawansowane maszyny wymagają regularnego serwisu. Przy wyborze egzotycznego producenta może pojawić się problem z dostępnością części i wsparcia technicznego.
- Ograniczenia gabarytowe – każda maszyna ma określony zakres pracy osi X/Y/Z. Przy bardzo dużych elementach konieczne może być zastosowanie dedykowanych centrów obróbczych.
Kiedy wiertarka CNC ma największy sens
Zakup wiertarki CNC jest szczególnie opłacalny, gdy:
- produkujesz serie mebli lub elementów powtarzalnych, gdzie liczy się tempo i powtarzalność,
- masz już wdrożone projektowanie cyfrowe (CAD) i możesz generować programy bezpośrednio z projektów,
- planujesz rozbudowę parku maszynowego o kolejne maszyny CNC (np. centra obróbcze do formatowania, nesting CNC),
- chcesz wejść w produkcję bardziej złożonych elementów, z dużą ilością otworów i gniazd pod okucia, gdzie ręczna obróbka byłaby zbyt czasochłonna.
Rodzaje i modele wiertarek CNC – przegląd rozwiązań
Na rynku istnieje wiele typów wiertarek CNC przeznaczonych dla branży stolarskiej i meblarskiej. Różnią się one zakresem pracy, liczbą wrzecion, stopniem automatyzacji oraz funkcjami dodatkowymi. Dobór odpowiedniej maszyny powinien być poprzedzony analizą profilu produkcji oraz planów rozwoju zakładu.
Podstawowy podział wiertarek CNC
- Wiertarki przelotowe (through-feed) – przeznaczone głównie do produkcji seryjnej, gdzie elementy są automatycznie transportowane przez maszynę. Idealne do masowej produkcji elementów meblowych o podobnych wymiarach.
- Wiertarki CNC z ręcznym załadunkiem – bardziej uniwersalne, często z możliwością frezowania. Sprawdzają się zarówno w średnich, jak i mniejszych zakładach.
- Centra obróbcze CNC z modułem wiercenia – zaawansowane maszyny, które oprócz wiercenia realizują również formatowanie, frezowanie konturowe, wykonywanie kieszeni i cięć pod różnymi kątami. Są najdroższe, ale najbardziej wszechstronne.
- Kompaktowe wiertarki CNC poziome i pionowe – nieduże maszyny zaprojektowane z myślą o warsztatach z ograniczoną przestrzenią. Umożliwiają precyzyjne wiercenie bez zaawansowanych funkcji typowych dla dużych centrów.
Na co zwracać uwagę przy wyborze modelu
Przy analizie ofert warto przyjrzeć się kilku kluczowym parametrom technicznym:
- Zakres pracy osi X/Y/Z – musi być dopasowany do maksymalnych wymiarów obrabianych elementów. Lepiej mieć niewielki zapas niż pracować na skrajnym zakresie maszyny.
- Liczba i rozmieszczenie wrzecion wiertarskich – decyduje o tym, jak złożone układy otworów można wykonać w jednym mocowaniu. Warto przeanalizować najczęściej wykonywane operacje w swoim zakładzie.
- Moc i prędkość wrzecion – im wyższa prędkość obrotowa, tym lepsza jakość wiercenia, szczególnie w płytach laminowanych. Z kolei większa moc przydaje się w wierceniu otworów większej średnicy oraz w drewnie litym.
- Rodzaj stołu roboczego – vacuum, szczelinowy, belkowy; ważna jest także łatwość ustawiania przyssawek i baz wkładkowych, jeśli wykonywane są różnorodne detale.
- System sterowania – intuicyjność obsługi, dostępność polskiej wersji językowej, możliwość integracji z oprogramowaniem stosowanym w biurze konstrukcyjnym.
- Wyposażenie dodatkowe – automatyczny zmieniacz narzędzi, magazyn narzędzi, czujniki długości narzędzi, systemy pomiaru detalu, etykieciarki, automatyczne stoły za- i wyładowcze.
- Serwis i wsparcie techniczne – obecność lokalnego przedstawicielstwa, dostępność szkoleń, czas reakcji serwisu, możliwość zdalnej diagnostyki.
Przegląd popularnych typów modeli – od ekonomicznych po przemysłowe
Ze względu na dużą różnorodność rynku, bardziej praktyczny niż wymienianie konkretnych nazw producentów jest podział na klasy zastosowań. Pozwala to lepiej dopasować model do potrzeb.
Modele ekonomiczne i kompaktowe
Są to niewielkie wiertarki CNC, często o budowie pionowej lub z ograniczonym polem roboczym. Ich zalety to:
- niższa cena zakupu, umożliwiająca wejście w technologię CNC mniejszym zakładom,
- ograniczone wymagania co do powierzchni – można je ustawić nawet w stosunkowo małej stolarni,
- prostota obsługi – mniej rozbudowane oprogramowanie, często z gotowymi cyklami wiercenia dla typowych operacji meblowych.
Ograniczenia tych modeli to:
- mniejsza liczba wrzecion, przez co złożone operacje mogą wymagać kilku mocowań,
- niższa wydajność przy produkcji masowej,
- czasem brak rozbudowanej funkcji frezowania, co ogranicza uniwersalność.
Tego typu maszyny sprawdzają się idealnie jako pierwsza wiertarka CNC w zakładzie lub jako uzupełnienie parku maszynowego o stanowisko do szybkiego wiercenia pod standardowe okucia.
Wiertarki CNC do produkcji średnioseryjnej
To najpopularniejsza grupa maszyn w zakładach meblarskich. Łączą one dość rozbudowaną jednostkę wiertarską z przyzwoitym polem roboczym oraz często z wrzecionem frezarskim. Dzięki temu:
- można wykonywać większość elementów typowych i nietypowych mebli,
- maszyna nadaje się do pracy na dwie zmiany,
- istnieje możliwość rozbudowy o dodatkowe moduły (np. automatyczny stół załadowczy).
W tej klasie sprzętu szczególnie ważne jest, aby:
- zweryfikować sztywność konstrukcji i jakość prowadnic,
- sprawdzić możliwości integracji z systemem projektowym używanym w firmie,
- porównać warunki gwarancji i serwisu między kilkoma producentami.
Przemysłowe centra wiercąco-frezujące
Najbardziej zaawansowane rozwiązania to w pełni zautomatyzowane centra obróbcze z rozbudowanymi jednostkami wiertarskimi. Charakteryzują się one:
- dużym polem roboczym, umożliwiającym obróbkę pełnych formatów płyt,
- wieloma wrzecionami pionowymi i poziomymi, często z możliwością pracy niezależnej,
- zaawansowanym systemem wymiany narzędzi, który przyspiesza przechodzenie między różnymi typami zadań,
- opcją zintegrowania z automatycznymi magazynami płyt i transporterami.
Takie maszyny są wybierane przez duże fabryki mebli, w których kluczowe są: maksymalna wydajność, minimalny czas przezbrojeń oraz możliwość pełnej integracji z linią produkcyjną. Inwestycja jest znacząca, ale dzięki skali produkcji szybko się zwraca.
Jak dobrać wiertarkę CNC do profilu produkcji
Przy wyborze konkretnego modelu warto odpowiedzieć na kilka praktycznych pytań:
- Jaki procent Twojej produkcji stanowią elementy powtarzalne, a jaki – indywidualne? Wysoki udział powtarzalnych serii przemawia za maszyną o większej wydajności.
- Jakie są maksymalne gabaryty obrabianych elementów? Czy planujesz w przyszłości większe formaty (np. duże fronty, elementy zabudów)?
- Czy potrzebujesz tylko wiercenia, czy również frezowania (kieszenie, wręby, kształty)? Maszyna z wrzecionem frezarskim daje znacznie większą elastyczność.
- Jakie systemy okuć stosujesz i jak skomplikowane są ich wymagania montażowe? Niektóre okucia wymagają wielu precyzyjnych otworów i gniazd.
- Jakim budżetem dysponujesz nie tylko na zakup, ale także na oprogramowanie, szkolenia i serwis?
Odpowiedzi pozwolą zawęzić wybór do kilku modeli, które następnie warto porównać pod kątem ergonomii sterowania, jakości wykonania oraz opinii innych użytkowników z branży.
Praktyczne aspekty eksploatacji, programowania i bezpieczeństwa
Sama specyfikacja techniczna to nie wszystko. Równie istotne są kwestie codziennej pracy z maszyną: przygotowanie programów, organizacja stanowiska, konserwacja i bezpieczeństwo.
Programowanie i integracja z biurem konstrukcyjnym
Wiertarka CNC może być programowana na kilka sposobów:
- bezpośrednio na panelu maszyny – operator wprowadza współrzędne otworów, wybiera narzędzia i głębokości wiercenia. Sprawdza się to przy prostych operacjach i małej liczbie wariantów.
- z poziomu oprogramowania CAD/CAM – projektant przygotowuje model i definiuje operacje, a system generuje plik obróbczy. To rozwiązanie preferowane w zakładach z rozbudowanym biurem konstrukcyjnym.
- poprzez integrację z programami do projektowania mebli – coraz częściej wykorzystuje się specjalistyczne systemy meblarskie, które automatycznie generują pliki obróbcze na wiertarkę CNC na podstawie biblioteki korpusów i okuć.
Największe korzyści daje pełna integracja: projektant tworzy mebel, system automatycznie przypisuje okucia i generuje układy otworów, a następnie eksportuje program na maszynę. Operator jedynie nadzoruje proces oraz dba o odpowiednie mocowanie elementu.
Dobór narzędzi i parametry skrawania
Choć wiertła do drewna wydają się prostym narzędziem, w przypadku CNC znaczenie mają takie czynniki jak:
- rodzaj ostrza (proste, spiralne, z węglikiem spiekanym),
- geometria krawędzi tnących – inna do płyt laminowanych, inna do MDF-u czy drewna litego,
- średnica i długość robocza – wpływające na sztywność i podatność na drgania,
- powłoki antyadhezyjne, które zmniejszają przyklejanie się żywic i pyłu do narzędzia.
Parametry wiercenia – prędkość obrotowa, posuw, głębokość na przejście – powinny być dobrane do materiału i średnicy wiertła. W praktyce wiele firm korzysta z zaleceń producentów narzędzi, a następnie wprowadza drobne korekty na podstawie obserwacji jakości otworów i trwałości narzędzi.
Konserwacja i dbałość o maszynę
Aby wiertarka CNC pracowała niezawodnie przez lata, konieczne jest przestrzeganie podstawowych zasad eksploatacji:
- regularne czyszczenie stołu i prowadnic z wiórów oraz pyłu,
- kontrola i ewentualne smarowanie elementów ruchomych zgodnie z instrukcją producenta,
- okresowa kalibracja osi i pomiarów, szczególnie po wymianie istotnych podzespołów,
- sprawdzanie stanu narzędzi – zużyte wiertła i frezy obniżają jakość, obciążają napędy i zwiększają ryzyko uszkodzeń,
- regularne przeglądy serwisowe wykonywane przez autoryzowany serwis lub doświadczonych techników.
Dbanie o stan techniczny maszyny jest kluczowe nie tylko dla jakości produkcji, ale też dla bezpieczeństwa pracy.
Bezpieczeństwo pracy na wiertarce CNC
Chociaż wiertarka CNC ogranicza bezpośredni kontakt operatora z narzędziami w ruchu, wciąż jest to maszyna, przy której obowiązują rygorystyczne zasady BHP:
- operator musi być przeszkolony z obsługi sterowania oraz procedur awaryjnych,
- podczas pracy zabronione jest sięganie w strefę roboczą maszyny,
- konieczne jest stosowanie środków ochrony indywidualnej – okularów, ochronników słuchu, odpowiedniego obuwia,
- wszelkie prace konserwacyjne powinny być wykonywane przy wyłączonym zasilaniu, zgodnie z procedurą lockout-tagout,
- programy testowe i nowe operacje powinny być uruchamiane z obniżonymi prędkościami, aby zmniejszyć ryzyko kolizji.
Nowoczesne wiertarki CNC są wyposażone w czujniki bezpieczeństwa, kurtyny świetlne, osłony oraz przyciski zatrzymania awaryjnego. Nie zwalnia to jednak użytkownika z obowiązku zachowania ostrożności i stosowania się do instrukcji producenta.
Perspektywy rozwoju i ciekawostki związane z wiertarkami CNC
Technologia CNC w stolarstwie stale się rozwija. Wiertarki CNC stają się coraz bardziej zintegrowane z systemami zarządzania produkcją, a ich oprogramowanie oferuje funkcje niedostępne jeszcze kilka lat temu.
Integracja z systemami MES i ERP
W większych zakładach wiertarki CNC są częścią rozbudowanego środowiska informatycznego. Dane o zleceniach, postępie produkcji, czasie pracy i zużyciu narzędzi są przekazywane do systemów MES (Manufacturing Execution System) i ERP. Pozwala to na:
- dokładne planowanie obciążenia maszyn,
- analizę kosztów produkcji poszczególnych wyrobów,
- identyfikowalność detali – wiadomo, na której maszynie i kiedy powstał konkretny element,
- lepsze zarządzanie magazynem narzędzi i części zamiennych.
Automatyzacja załadunku i wyładunku
Coraz częściej wiertarki CNC są wyposażane w automatyczne stoły załadunkowe, roboty lub manipulatory, które odpowiadają za podawanie płyt i odbiór gotowych elementów. Takie rozwiązania:
- zmniejszają udział pracy ręcznej i ryzyko uszkodzenia detali,
- umożliwiają pracę maszyny w trybie półautomatycznym przez większą część zmiany,
- podnoszą ogólną wydajność linii produkcyjnej.
Automatyzacja jest szczególnie istotna w krajach, gdzie koszt pracy jest wysoki, oraz w zakładach nastawionych na duże serie produkcyjne.
Rozwój oprogramowania i interfejsów
Nowoczesne panele operatorskie wiertarek CNC przypominają często tablety z dotykowym ekranem i intuicyjnym menu. Oprogramowanie oferuje:
- graficzne podglądy detali i ścieżek narzędzi,
- wizualizację ewentualnych kolizji jeszcze przed uruchomieniem cyklu,
- łatwe edytowanie parametrów bez konieczności znajomości klasycznego G-code,
- możliwość zdalnego dostępu dla serwisu, który może diagnozować problemy przez Internet.
To wszystko sprawia, że obsługa wiertarki CNC staje się bardziej przyjazna, a bariera wejścia dla nowych operatorów – niższa. Jednocześnie rośnie znaczenie kompetencji cyfrowych wśród pracowników produkcji.
Ciekawostki technologiczne
- Niektóre wiertarki CNC wykorzystują inteligentne systemy monitorowania obciążenia wrzecion, które na bieżąco analizują parametry wiercenia. Jeśli wykryją nieprawidłowości (np. nadmierne wibracje wskazujące na zużycie wiertła), mogą automatycznie zatrzymać proces i wyświetlić komunikat serwisowy.
- W dużych fabrykach stosuje się specjalne systemy identyfikacji detali – każdy element może być oznaczony kodem kreskowym lub RFID, a wiertarka CNC wczytuje te dane i automatycznie dobiera właściwy program obróbczy.
- Pojawiają się także rozwiązania wykorzystujące elementy sztucznej inteligencji do optymalizacji ścieżek narzędzi i zużycia energii. Analiza dużych zbiorów danych z wielu maszyn pozwala sugerować lepsze parametry pracy przy określonych materiałach.
Wszystko to wskazuje, że rola wiertarek CNC będzie rosła nie tylko jako pojedynczych maszyn, lecz jako elementów inteligentnych, zintegrowanych linii produkcyjnych. Dla stolarni i zakładów meblarskich oznacza to konieczność łączenia tradycyjnego rzemiosła z kompetencjami cyfrowymi oraz świadomego podejścia do inwestycji w nowoczesny park maszynowy.


