Maszyna do wiercenia CNC to obecnie jedno z kluczowych urządzeń w nowoczesnym zakładzie stolarskim i meblarskim. Umożliwia w pełni powtarzalne, niezwykle precyzyjne nawiercanie otworów pod okucia, kołki, konfirmaty, zawiasy puszkowe, prowadnice czy łączniki systemowe. Sterowanie numeryczne pozwala przenieść projekt z programu CAD/CAM bezpośrednio na płytę meblową, element z litego drewna czy tworzywo drewnopochodne, znacząco ograniczając udział ręcznej obróbki, ryzyko pomyłek oraz ilość odpadów produkcyjnych.
Budowa i zasada działania maszyny do wiercenia CNC
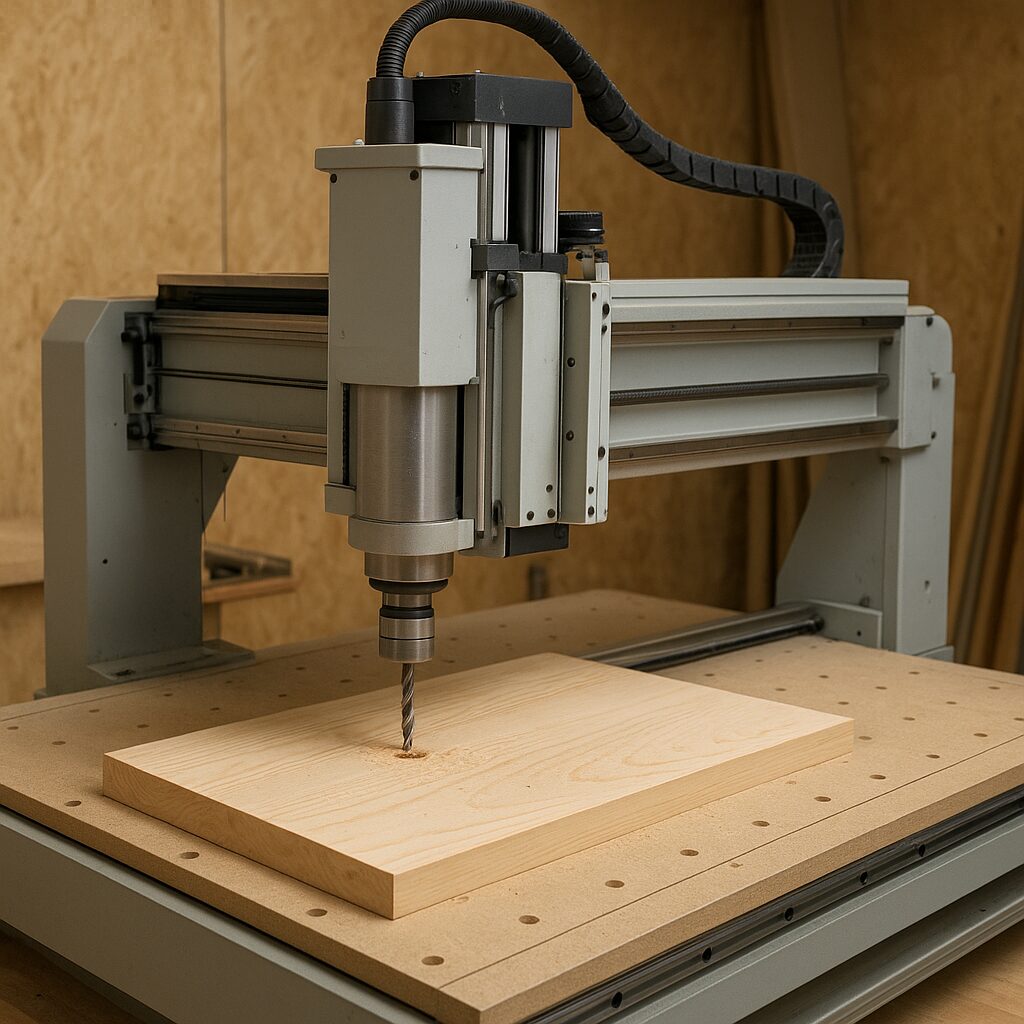
Maszyna do wiercenia CNC to rozwinięcie klasycznej wiertarki wielowrzecionowej, którą wyposażono w sterowanie komputerowe oraz serwonapędy. Oś robocza porusza się według zaprogramowanego układu współrzędnych, a zestaw agregatów wiertarskich wykonuje otwory z dokładnością sięgającą dziesiątych części milimetra, co jest nieosiągalne przy standardowej obróbce ręcznej.
Kluczowe elementy konstrukcyjne
Typowa maszyna do wiercenia CNC stosowana w stolarstwie i przemyśle meblarskim składa się z następujących podzespołów:
- Korpus – sztywna, stalowa lub żeliwna konstrukcja, tłumiąca drgania, zapewniająca stabilną podstawę dla pozostałych elementów. Od jakości korpusu zależy żywotność maszyny oraz dokładność odwzorowania wymiarów.
- Stół roboczy – może być belkowy, rastrowy lub wyposażony w system podsysu vacuum. Umożliwia stabilne mocowanie elementów z płyty meblowej, MDF, HDF, sklejki lub litego drewna. W modelach przelotowych stół jest częścią systemu transportowego.
- Agregat wiertarski – zespół pionowych i poziomych wrzecion oraz ewentualnie głowic kątowych. Odpowiada za wykonywanie otworów z góry, z boku lub pod zadanym kątem. Liczba wrzecion ma bezpośredni wpływ na wydajność.
- Napędy osi X, Y, Z – zwykle oparte na serwomotorach oraz śrubach kulowych lub listwach zębatych. Odpowiadają za płynne i dokładne pozycjonowanie głowicy nad obrabianym elementem.
- System sterowania CNC – komputer przemysłowy z oprogramowaniem umożliwiającym wczytywanie programów obróbczych, często zintegrowany z systemami CAD/CAM i oprogramowaniem do projektowania mebli.
- Układ pneumatyczny – steruje dociskami, siłownikami pozycjonującymi oraz nierzadko automatyczną zmianą narzędzi w bardziej rozbudowanych modelach.
- System bezpieczeństwa – osłony, kurtyny świetlne, przyciski awaryjnego zatrzymania, bariery optyczne, które chronią operatora podczas pracy maszyny.
Sterowanie numeryczne i przepływ danych
Istota działania maszyny CNC polega na przekształceniu projektu z programu projektowego w kod maszynowy. Najczęściej wykorzystuje się:
- oprogramowanie CAD/CAM meblarskie, które generuje pliki sterujące na podstawie modelu szafki, frontu czy całego zestawu mebli,
- standardowy kod G (G-code) lub pliki w formatach charakterystycznych dla danego producenta (np. BPP, MPR, CIX),
- systemy zarządzania produkcją (MES, ERP), integrujące planowanie zleceń z pracą maszyn.
Operator maszyny wybiera program przypisany do konkretnego detalu. Maszyna automatycznie ustawia wymiary, dobiera odpowiednie wrzeciona lub narzędzia, a następnie wykonuje serię operacji wiercenia. W bardziej rozbudowanych liniach produkcyjnych dane przepływają bezpośrednio z biura konstrukcyjnego do działu obróbki, bez konieczności ręcznej ingerencji.
Zastosowanie maszyn do wiercenia CNC w stolarstwie i przemyśle meblarskim
Wiertarki CNC są jednym z najważniejszych ogniw nowoczesnej produkcji mebli z płyty, ale sprawdzają się także przy obróbce elementów z litego drewna oraz tworzyw kompozytowych. Umożliwiają kompleksowe otworowanie pod większość standardowych okuć dostępnych na rynku, jak również pod elementy niestandardowe, projektowane na zamówienie.
Produkcja mebli z płyty meblowej
Najbardziej rozpowszechnionym zastosowaniem maszyn do wiercenia CNC jest produkcja:
- korpusów szafek kuchennych, łazienkowych i pokojowych,
- szaf wnękowych i wolnostojących,
- mebli biurowych, sklepowych oraz zabudów ekspozycyjnych.
Maszyna realizuje m.in.:
- otwory pod kołki i konfirmaty w bokach oraz półkach,
- szeregi otworów systemowych (rastry) pod półki regulowane,
- otwory pod zawiasy puszkowe w drzwiach,
- nawiercenia pod prowadnice szuflad, wieszaki, łączniki mimośrodowe,
- otwory przelotowe pod przepusty kablowe i elementy montażu ściennego.
Precyzja uzyskiwana na maszynie CNC pozwala ograniczyć konieczność ręcznego dopasowywania elementów podczas montażu, co znacząco przyspiesza składanie szafek i poprawia jakość wykonania końcowego produktu.
Lite drewno i klejonki
Choć maszyny do wiercenia CNC kojarzone są głównie z płytą meblową, coraz częściej wykorzystuje się je również do obróbki drewna litego, schodów oraz elementów konstrukcyjnych. Do typowych zastosowań należą:
- wiercenie otworów pod kołki i łączniki w stopniach i podstopnicach,
- otworowanie elementów ramowych, drzwiowych i frontów ramiakowych,
- przygotowanie miejsc pod zawiasy i zamki w drzwiach z litego drewna lub klejonki,
- otwory montażowe w elementach konstrukcyjnych mebli z litego drewna.
Przy pracy z litym drewnem istotny jest dobór właściwych parametrów skrawania i narzędzi, a także stabilne mocowanie detalu ze względu na większą sprężystość materiału i ryzyko wyrwań.
Warsztaty stolarskie, małe zakłady i duże fabryki
Maszyny do wiercenia CNC można spotkać w bardzo różnych środowiskach produkcyjnych:
- w niewielkich warsztatach, gdzie pojedyncza kompaktowa wiertarka CNC obsługuje zróżnicowane zlecenia na meble na wymiar,
- w średnich zakładach meblarskich, w których maszyna do wiercenia jest częścią zintegrowanego ciągu technologicznego z formatówką, okleiniarką i centrum obróbczym,
- w dużych fabrykach produkujących meble seryjne lub modułowe systemy zabudów, gdzie pracuje wiele automatycznych linii wiercących z buforami i automatycznym załadunkiem.
Różnice dotyczą nie tylko wydajności, ale także stopnia automatyzacji, integracji z systemami informatycznymi, a nawet roli operatora, który w fabryce często jedynie nadzoruje pracę urządzenia.
Zalety i wady maszyn do wiercenia CNC
Wybór maszyny do wiercenia CNC wiąże się z określonymi korzyściami, ale także ograniczeniami. Zrozumienie obu stron medalu pozwala dopasować urządzenie do specyfiki zakładu i uniknąć nietrafionej inwestycji.
Najważniejsze zalety
- Precyzja i powtarzalność – otwory wykonywane są zawsze w tych samych pozycjach, z zachowaniem zadanych odległości oraz głębokości. Minimalizuje to błędy montażowe i poprawia estetykę wyrobu.
- Wysoka wydajność – wiertarki CNC potrafią obrabiać wiele otworów podczas jednego cyklu, wykorzystując liczne wrzeciona i automatyczne pozycjonowanie. W produkcji seryjnej przekłada się to na znaczną oszczędność czasu.
- Automatyzacja procesów – po wprowadzeniu programu obróbka przebiega w dużej mierze samoczynnie. Operator zajmuje się głównie podawaniem elementów i nadzorowaniem pracy.
- Niższe zużycie materiału – precyzyjne wiercenie ogranicza ilość elementów odrzucanych z powodu błędów, a tym samym zmniejsza koszty produkcji.
- Łatwa modyfikacja projektów – zmiany w rozstawach otworów czy wymiarach szafek dokonuje się na poziomie oprogramowania, bez konieczności przerabiania szablonów czy przyrządów.
- Integracja z projektowaniem – maszyna stanowi naturalne przedłużenie systemu CAD/CAM, dzięki czemu droga od projektu do gotowego elementu jest krótsza i mniej podatna na błędy komunikacji.
Wady i ograniczenia
- Wysoki koszt inwestycji – profesjonalne maszyny do wiercenia CNC są kilka razy droższe niż proste wiertarki wielowrzecionowe. Barierą wejścia jest zarówno cena zakupu, jak i koszt przygotowania infrastruktury (zasilanie, sprężone powietrze, odpylanie).
- Konieczność przeszkolenia personelu – obsługa urządzenia wymaga podstawowej znajomości zasad CNC, czytania dokumentacji oraz pracy z oprogramowaniem. Dla tradycyjnych stolarzy może to być początkowo wyzwaniem.
- Mniejsza opłacalność przy pojedynczych sztukach bez powtarzalności – przy bardzo krótkich seriach czas przygotowania programu i przezbrojenia może być relatywnie długi w stosunku do ręcznego nawiercenia kilku otworów.
- Zależność od oprogramowania – błędnie przygotowany program może spowodować serię wadliwych elementów. Konieczna jest dobra organizacja obiegu danych i kontrola jakości.
- Ograniczenia wymiarowe – konkretne modele mają maksymalne wymiary obrabianych detali; elementy za duże lub za grube wymagają innych rozwiązań technologicznych.
Kiedy maszyna do wiercenia CNC ma największy sens?
Urządzenie tego typu jest szczególnie uzasadnione, gdy:
- produkcja ma charakter powtarzalny (meble systemowe, modułowe, elementy powtarzalne w dużej liczbie),
- istotna jest bardzo wysoka jakość wykonania i estetyka montażu,
- chcemy zintegrować projektowanie z produkcją, skrócić czas od zamówienia do realizacji,
- zakład planuje rozwój i zwiększenie skali działalności w horyzoncie kilku lat.
Rodzaje i modele maszyn do wiercenia CNC
Rynek oferuje szerokie spektrum maszyn do wiercenia sterowanych numerycznie – od niewielkich kompaktowych urządzeń po rozbudowane wielopolowe linie produkcyjne. Różnią się one konstrukcją, zakresem funkcji, ceną oraz oczekiwanym profilem użytkownika.
Maszyny przelotowe (through-feed) i jednopłytowe
Podstawowy podział obejmuje:
- maszyny przelotowe – płyta wędruje przez strefę obróbki na pasach, rolkach lub łańcuchach transportowych. Idealne do masowej produkcji płyt korpusowych, gdzie powtarzalność wymiarów jest bardzo duża, a konfiguracja otworów względnie stała,
- maszyny jednopłytowe (punktowe) – element kładzie się na stole, a głowica porusza się nad nim, wiercąc otwory w różnych płaszczyznach. Sprawdzają się przy meblach na wymiar i krótszych seriach, oferując większą elastyczność.
W mniejszych zakładach częściej spotyka się wersje jednopłytowe, ponieważ łatwiej je przezbrajać i dopasować do zmiennej produkcji. Maszyny przelotowe dominują w fabrykach nastawionych na jeden lub kilka standardów meblowych.
Kombinowane centra CNC z wierceniem
Wiele nowoczesnych centrów obróbczych łączy funkcje frezowania, wiercenia i czasem cięcia. Takie maszyny, choć droższe, pozwalają wykonać w jednym zamocowaniu:
- frezowanie kształtów,
- wiercenie pionowe i poziome,
- nacinanie, nawiercanie, a nawet lekkie formatowanie krawędzi.
Dla zakładów oferujących szeroką gamę nietypowych rozwiązań meblowych, centra CNC z rozbudowanymi agregatami wiertarskimi bywają korzystniejszym rozwiązaniem niż osobna wiertarka i oddzielne centrum frezujące.
Przegląd popularnych rozwiązań konstrukcyjnych
Jeśli spojrzeć na rynek pod kątem konstrukcji i funkcji, można wyróżnić m.in.:
- Maszyny wiertarskie z jednym polem roboczym – prosta konstrukcja, często kompaktowa, z jednym stołem i zintegrowanym agregatem wiertarskim. Dobre do niewielkich serii, warsztatów rzemieślniczych i firm mebli na wymiar.
- Wiertarki CNC z dwoma polami roboczymi – pozwalają na załadunek jednego detalu, gdy drugi jest obrabiany. Zwiększają wydajność przy ograniczonej przestrzeni hali.
- Maszyny mostowe z ruchomym stołem – rozwiązania, w których nad stołem przejeżdża portal z głowicą wiertarską; stosowane zwłaszcza przy większych gabarytowo formatach płyt.
- Automatyczne linie wiercące – zintegrowane układy kilku maszyn, magazynów płyt i systemów sortowania detali, wykorzystywane w dużych zakładach do produkcji seryjnej.
W zależności od producenta i serii maszyny mogą być wyposażone w różną liczbę wrzecion, opcjonalne agregaty do frezowania, systemy identyfikacji elementów (np. czytniki kodów kreskowych) czy zaawansowane rozwiązania do optymalizacji cyklu.
Jak wybrać maszynę do wiercenia CNC do zakładu stolarskiego
Dobór odpowiedniego modelu wymaga analizy kilku kluczowych obszarów: profilu produkcji, wolumenu zleceń, możliwości finansowych oraz planów rozwoju. Zbyt prosta maszyna szybko okaże się wąskim gardłem, zbyt rozbudowana będzie nieuzasadnionym obciążeniem budżetu.
Analiza potrzeb produkcyjnych
Przy wyborze warto odpowiedzieć sobie na kilka podstawowych pytań:
- Jakie materiały będą obrabiane najczęściej? Płyta wiórowa laminowana, MDF, sklejka, lite drewno, płyty kompaktowe?
- Jakie wymiary mają typowe elementy? Czy dominują formaty korpusowe, czy także długie boki szaf i elementy specjalne?
- Jaki jest dzienny lub miesięczny wolumen produkcji? Kilkanaście, kilkadziesiąt, czy setki elementów dziennie?
- Jak duża jest powtarzalność zleceń? Krótkie serie, produkcja customowa czy seryjna?
- Czy planowana jest integracja z istniejącym oprogramowaniem CAD/CAM oraz systemami zarządzania produkcją?
Odpowiedzi na te pytania pozwolą zawęzić wybór do konkretnego typu maszyn i poziomu ich zaawansowania.
Kluczowe parametry techniczne
Przy porównywaniu modeli warto zwrócić uwagę na:
- wymiary pola roboczego – długość, szerokość i maksymalna grubość obrabianych płyt,
- liczbę i rozmieszczenie wrzecion pionowych i poziomych – wpływają na liczbę otworów możliwych do wykonania w jednym cyklu,
- maksymalną prędkość przesuwu osi – decyduje o czasie cyklu wiercenia,
- rodzaj stołu i system mocowania detalu – stół rastrowy, belkowy, vacuum, dociski pneumatyczne,
- dostępność agregatów dodatkowych – np. głowice kątowe, frezujące, wiercenie pod kątem,
- interfejs operatora – intuicyjność panelu, język, dostępność gotowych makr wiercących,
- możliwości integracji z oprogramowaniem – import formatów z najpopularniejszych programów meblarskich.
W praktyce ważna jest też serwisowalność – dostępność części zamiennych, szybkość reakcji serwisu, obecność przedstawiciela producenta w kraju.
Budżet, całkowity koszt posiadania i finansowanie
Cena zakupu maszyny to tylko część ogólnych kosztów. Uwzględnić trzeba także:
- koszty szkolenia operatorów i technologów,
- rozbudowę instalacji elektrycznej, pneumatycznej i odpylania,
- koszty serwisu, przeglądów i ewentualnych napraw,
- zużycie energii elektrycznej i sprężonego powietrza,
- koszt narzędzi wiertarskich i ich ostrzenia lub wymiany.
Wiele firm decyduje się na leasing operacyjny lub finansowy, dzięki czemu obciążenie rozkłada się w czasie, a maszyna zaczyna na siebie zarabiać już w trakcie spłaty rat. Przy kalkulacji opłacalności należy zestawić koszt miesięczny z przewidywanym wzrostem wydajności i redukcją odpadów.
Przegląd wybranych grup modeli i rozwiązań
Ze względu na dużą liczbę marek i stale zmieniającą się ofertę rynkową, warto patrzeć na modele maszyn przez pryzmat ich klasy oraz przeznaczenia, a nie wyłącznie nazwy producenta.
Maszyny kompaktowe dla małych stolarni
W tej grupie mieszczą się niewielkie wiertarki CNC, często o polu roboczym dostosowanym do standardowych formatów płyt meblowych, z ograniczoną liczbą wrzecion, ale przyjaznym interfejsem użytkownika. Ich cechy charakterystyczne to:
- relatywnie niższa cena zakupu,
- proste programowanie (makra wierceń, kreatory korpusów),
- brak skomplikowanych agregatów, co ułatwia serwis i obsługę,
- kompaktowe gabaryty – istotne w małych warsztatach.
Maszyny tego typu są dobrym punktem wejścia w świat CNC dla firm, które do tej pory pracowały wyłącznie na wiertarkach ręcznych czy wielowrzecionowych manualnych.
Uniwersalne wiertarki CNC dla średnich zakładów
Średnia klasa to urządzenia z większym polem roboczym, rozbudowanym agregatem wiertarskim oraz często zintegrowanymi funkcjami frezowania. Wiele modeli umożliwia:
- pełne otworowanie korpusów z wierceniem pionowym i poziomym,
- wykonywanie otworów pod zawiasy oraz systemowe otwory pod półki,
- opcjonalne frezowanie kształtów prostych (np. pod uchwyty, gniazda okuć),
- pracę w trybie dwupolowym, co zwiększa przepustowość.
To rozwiązania dla zakładów, które produkują zarówno meble seryjne, jak i projekty indywidualne, i którym zależy na elastyczności przy rozsądnych kosztach eksploatacji.
Wysokowydajne linie dla producentów seryjnych
Na przeciwnym biegunie znajdują się w pełni zautomatyzowane linie wiercące, często połączone z magazynami płyt, sortowniami, robotami załadunkowymi i systemami wizyjnymi. Takie instalacje charakteryzują się:
- bardzo dużą wydajnością – przystosowaną do produkcji w trybie wielozmianowym,
- minimalnym udziałem ręcznej pracy operatora,
- zaawansowaną integracją z systemami planowania produkcji,
- możliwością pracy w tzw. ciemnej fabryce (z ograniczoną obecnością pracowników).
Ze względu na wysoki koszt i stopień skomplikowania są to rozwiązania zarezerwowane głównie dla największych producentów mebli i systemów modułowych.
Eksploatacja, bezpieczeństwo i utrzymanie maszyny do wiercenia CNC
Zakup maszyny to dopiero początek. O rzeczywistej opłacalności inwestycji decyduje sposób jej eksploatacji, organizacja pracy oraz dbałość o stan techniczny. Dobrze utrzymane urządzenie potrafi pracować bezawaryjnie przez wiele lat.
Rola operatora i technologa
W nowoczesnej stolarni kluczowe są dwie role:
- operator – odpowiada za bieżącą obsługę, załadunek i rozładunek detali, kontrolę poprawności programów na panelu maszyny, bieżącą diagnostykę i reagowanie na ewentualne alarmy,
- technolog/programista – tworzy i optymalizuje programy, definiuje strategie wiercenia, dobiera narzędzia i parametry, integruje maszynę z oprogramowaniem projektowym.
W małych firmach obie funkcje często pełni ta sama osoba, ale wraz ze wzrostem skali produkcji rozdzielenie ról pomaga zwiększyć efektywność i bezpieczeństwo pracy.
Podstawowe zasady bezpieczeństwa
Maszyny do wiercenia CNC, mimo wysokiego stopnia automatyzacji, pozostają urządzeniami o dużej mocy i energii kinetycznej. Bezpieczna praca wymaga:
- przestrzegania procedur startu i zatrzymania awaryjnego,
- stosowania odpowiednich środków ochrony indywidualnej (okulary ochronne, ochrona słuchu),
- kontroli stanu osłon, kurtyn świetlnych i barierek ochronnych,
- regularnych przeglądów instalacji pneumatycznej i elektrycznej,
- bieżącego usuwania trocin i pyłu z okolic strefy obróbki.
Właściwe przeszkolenie personelu oraz czytelne instrukcje stanowiskowe są niezbędne, by uniknąć wypadków i przestojów.
Konserwacja i serwis
Utrzymanie wysokiej dokładności wiercenia wymaga systematycznych działań serwisowych, takich jak:
- smarowanie prowadnic i śrub napędowych zgodnie z zaleceniami producenta,
- kontrola luzów i kompensacja w układzie napędowym,
- czyszczenie czujników położenia, krańcówek i elementów optycznych,
- regularna wymiana zużytych narzędzi wiertarskich oraz kontrola uchwytów,
- okresowe przeglądy przez autoryzowany serwis, w tym kalibracja osi.
Niedbanie o te aspekty może prowadzić do pogorszenia jakości otworów, zwiększonego zużycia narzędzi, a w skrajnych przypadkach do awarii, których usunięcie jest kosztowne i czasochłonne.
Trendy rozwojowe i przyszłość wiercenia CNC w stolarstwie
Postęp technologiczny w branży obróbki drewna i płyt drewnopochodnych sprawia, że maszyny do wiercenia CNC są coraz bardziej zintegrowane, inteligentne i przyjazne dla użytkownika. Kilka trendów zasługuje na szczególną uwagę.
Integracja z cyfrowym przepływem informacji
Coraz więcej zakładów wdraża rozwiązania z zakresu Przemysłu 4.0, w których maszyna staje się elementem sieciowego systemu produkcyjnego. Obejmuje to m.in.:
- zdalny monitoring parametrów pracy i stanu maszyny,
- automatyczne raportowanie wykonanych zleceń,
- aktualizację oprogramowania i diagnostykę online,
- komunikację z magazynami narzędzi i systemami identyfikacji detali.
Takie podejście pozwala lepiej planować produkcję, szybciej reagować na awarie i optymalizować wykorzystanie parku maszynowego.
Automatyzacja załadunku i rozładunku
Rosnące koszty pracy i trudności w pozyskaniu wykwalifikowanych operatorów sprzyjają rozwojowi systemów automatycznego podawania elementów. Coraz częściej maszyny do wiercenia współpracują z:
- podajnikami płyt i manipulatorami,
- robotami przemysłowymi wyposażonymi w chwytaki podciśnieniowe,
- systemami sortowania gotowych detali według zleceń lub etapów montażu.
Dzięki temu operator może nadzorować kilka stanowisk jednocześnie, a rola człowieka przesuwa się z fizycznego załadunku w stronę kontroli procesu.
Rozwój oprogramowania i interfejsów
Nowoczesne maszyny oferują coraz bardziej intuicyjne panele dotykowe, kreatory wierceń, bazy okuć i makra technologiczne. Dla stolarza oznacza to:
- łatwiejsze tworzenie programów bez konieczności znajomości kodu G,
- szybsze wdrożenie nowych pracowników,
- mniejsze ryzyko pomyłek przy wprowadzaniu danych.
Integracja z popularnymi programami do projektowania mebli pozwala często jednym kliknięciem wygenerować program wiercący na podstawie rysunku 3D, co dodatkowo skraca czas przygotowania produkcji.
Ciekawostki i praktyczne wskazówki dla użytkowników
Wokół maszyn do wiercenia CNC narosło wiele praktycznych doświadczeń, którymi warto się kierować przy planowaniu inwestycji i eksploatacji.
Optymalizacja rozkroju a wiercenie
Efektywne korzystanie z wiertarki CNC wymaga współpracy z maszyną do rozkroju płyt. Dobrze jest:
- używać oprogramowania optymalizującego rozkrój, które generuje również etykiety z kodami,
- przyklejać etykiety w ustalonym, systemowym miejscu na każdym detalu,
- wykorzystać czytnik kodów na maszynie wiertarskiej, by uniknąć ręcznego wybierania programów.
Taki przepływ informacji minimalizuje ryzyko pomyłek w doborze programu do konkretnego elementu i umożliwia półautomatyczną identyfikację detali.
Dobór narzędzi i parametry wiercenia
Jakość otworów zależy nie tylko od samej maszyny, ale również od narzędzi oraz parametrów skrawania. W praktyce warto:
- dobierać wiertła do materiału – inne do płyty laminowanej, inne do litego drewna,
- kontrolować ostrość narzędzi i prowadzić ewidencję ich przebiegu,
- testować parametry posuwu i obrotów, by znaleźć kompromis między jakością a wydajnością,
- stosować wiertła z powłokami chroniącymi przed przegrzaniem przy produkcji masowej.
Dobrze dobrane narzędzia potrafią znacząco zmniejszyć ilość wyrwań na laminacie czy pęknięć w delikatnych materiałach.
Planowanie ścieżki obróbki
Przy projektowaniu programów warto zwrócić uwagę na:
- kolejność wierceń – tak, aby ograniczyć zbędne przejazdy głowicy,
- grupowanie otworów według średnicy – w maszynach z ograniczoną liczbą wrzecion,
- łączenie kilku operacji w jednym programie, jeśli maszyna pozwala, by ograniczyć liczbę przezbrojeń.
Dobrze zaprojektowany program może skrócić czas cyklu nawet o kilkadziesiąt procent w stosunku do wersji przygotowanej bez optymalizacji.
Znaczenie maszyn do wiercenia CNC dla konkurencyjności zakładów stolarskich
Wiele firm stolarskich i meblarskich dopiero rozważa wejście w technologię CNC lub stopniowo ją rozwija. Maszyna do wiercenia sterowana numerycznie jest jednym z tych elementów parku maszynowego, które bezpośrednio wpływają na postrzeganą jakość mebli przez klienta końcowego.
Precyzja pasowania, powtarzalność położenia półek, równość szczelin między frontami, brak problemów przy montażu – wszystko to ma swoje źródło w jakości nawierceń. Inwestycja w nowoczesną wiertarkę CNC staje się więc nie tylko kwestią zwiększenia wydajności, ale też elementem budowania przewagi konkurencyjnej na rynku, na którym klienci porównują nie tylko cenę, lecz także funkcjonalność i estetykę gotowego produktu.
Maszyny do wiercenia CNC wpisują się również w szerszy trend cyfryzacji produkcji. Umożliwiają szybką realizację indywidualnych projektów przy kosztach zbliżonych do produkcji seryjnej, co otwiera drogę do tworzenia małych serii, personalizowanych zabudów czy systemów modułowych dostosowanych do konkretnych przestrzeni. Dla zakładów, które chcą rozwijać się w tym kierunku, są one jednym z kluczowych ogniw łączących projekt z gotowym, perfekcyjnie zmontowanym meblem.


