Maszyna do produkcji listew, nazywana również maszyną do profilowania lub strugarką profilową, to jedno z kluczowych urządzeń w nowoczesnych zakładach stolarskich i tartakach. Umożliwia seryjne wytwarzanie powtarzalnych elementów o określonym kształcie przekroju – od prostych listew przypodłogowych, przez ościeżnice, boazerie, aż po skomplikowane profile fasadowe. Dzięki odpowiedniej konfiguracji głowic skrawających i prowadnic można w jednym przejściu uzyskać gotowy profil, gotowy do montażu lub dalszej obróbki powierzchni. Dobrze dobrana maszyna do profilowania zapewnia stabilną jakość, wysoką wydajność i znacząco obniża koszt jednostkowy produkowanych elementów.
Budowa i zasada działania maszyny do produkcji listew
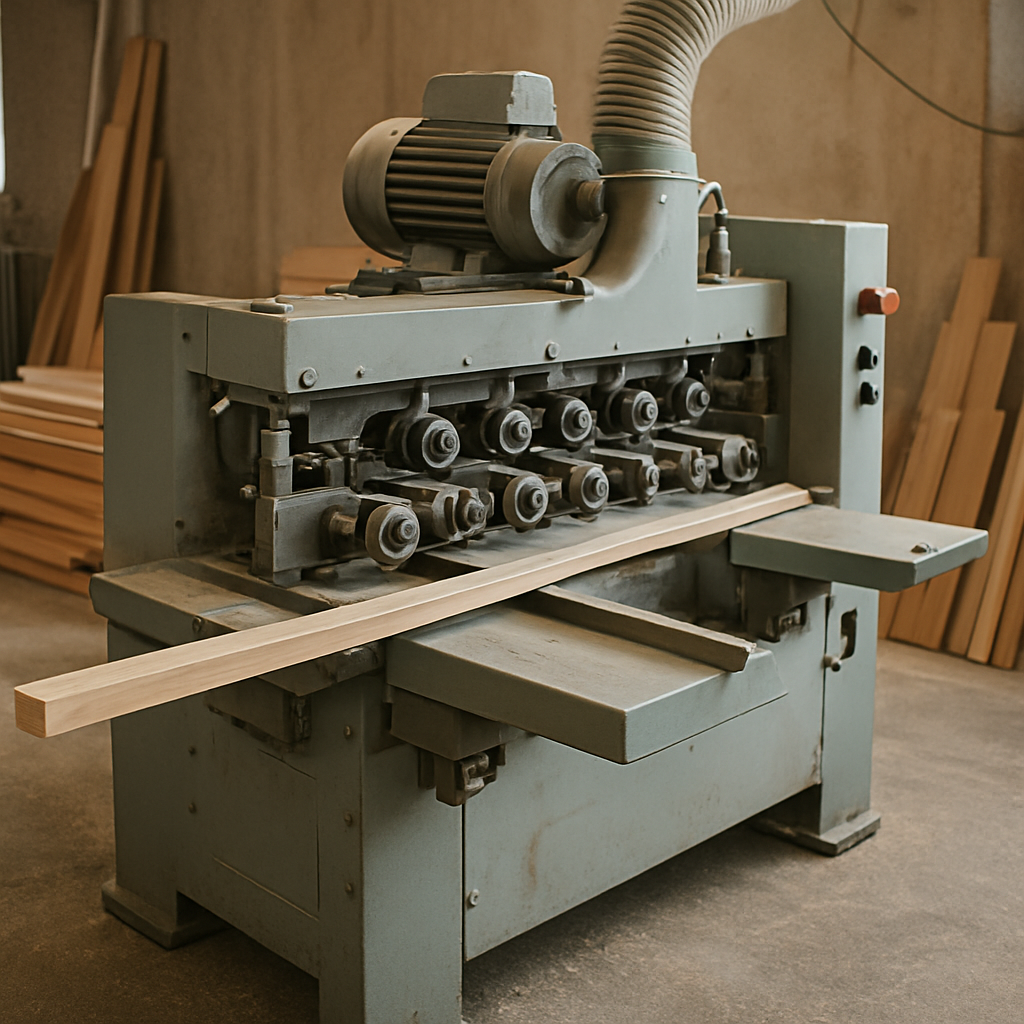
Maszyny do produkcji listew bazują na koncepcji wielostronnej obróbki drewna, w której surowy materiał przechodzi przez ciąg głowic tnących, formujących docelowy profil. W zależności od klasy urządzenia i przeznaczenia stosuje się od dwóch do kilkunastu wrzecion roboczych, a każde z nich może być wyposażone w specjalistyczne noże profilowe.
Podstawowe elementy typowej maszyny do profilowania to:
- Korpus – ciężka, żeliwna lub stalowa konstrukcja zapewniająca sztywność i redukcję drgań. Od jakości korpusu w dużym stopniu zależy stabilność obróbki i trwałość całej maszyny.
- Stół roboczy – precyzyjnie obrobiona powierzchnia, po której przesuwa się obrabiany element. Często wyposażony jest w dodatkowe regulacje wysokości i systemy podparcia długich listew.
- Wrzeciona robocze – pionowe i poziome, rozmieszczone w odpowiedniej kolejności (np. dolne, boczne, górne), które obracają narzędzia skrawające. Umożliwiają nadanie listewce dokładnego kształtu przekroju.
- Głowice nożowe – na nich mocowane są noże profilowe lub noże proste. W nowocześniejszych maszynach stosuje się systemy szybkiej wymiany narzędzi i głowice z wymiennymi płytkami HM.
- Podajnik – rolki posuwu lub gąsienice dociskające listwę i przesuwające ją przez strefę obróbki z określoną prędkością. Stały i równomierny posuw jest kluczowy dla jakości powierzchni.
- System docisków – górne i boczne dociski, które utrzymują materiał w zadanej pozycji względem narzędzi, minimalizując ryzyko drgań i wyszczerbień.
- Układ sterowania – od prostych paneli z ręczną regulacją do zaawansowanych sterowników CNC z pamięcią programów, ustawieniami narzędzi i systemami diagnostycznymi.
- Odpylanie – króćce i komory pozwalające podłączyć instalację odciągową. Bez wydajnego odciągu wiórów praca jest nieefektywna i niebezpieczna.
Zasada działania maszyny do profilowania jest stosunkowo prosta: przygotowane wstępnie elementy drewniane (najczęściej deski lub kantówki) są podawane na stół roboczy i chwytane przez rolki posuwu. Materiał przechodzi kolejno obok, nad i pod głowicami, które strugają nadmiar drewna i formują zadany kształt. W ciągu kilku sekund z surowego elementu powstaje gotowa listwa, często od razu o docelowej szerokości i grubości.
W zależności od przeznaczenia i stopnia zaawansowania technicznego wyróżnia się kilka podstawowych typów maszyn do listew:
- strugarki czterostronne z opcją profilowania – uniwersalne, do produkcji desek, kantówek i prostych listew,
- strugarko-profilarki wyspecjalizowane – skonfigurowane głównie pod produkcję konkretnych listew i profili,
- linie profilujące z automatycznym podawaniem – przeznaczone do pracy w ruchu ciągłym, przy bardzo dużych wolumenach.
Zastosowanie maszyn do profilowania listew
Zakres zastosowań maszyn do produkcji listew jest bardzo szeroki i obejmuje zarówno niewielkie warsztaty, jak i duże fabryki stolarki budowlanej. Dzięki elastyczności konfiguracji narzędzi te same urządzenia mogą wytwarzać bardzo różne typy wyrobów.
Listwy wykończeniowe w budownictwie i stolarce wnętrz
Najbardziej klasycznym zastosowaniem są listwy stosowane przy wykończeniu wnętrz. Są to m.in.:
- listwy przypodłogowe – proste, fazowane, profilowane ozdobnie, wykonane z litego drewna lub materiałów drewnopochodnych,
- listwy przyścienne, maskujące i opaskowe – montowane wokół drzwi i okien, przy łączeniach różnych płaszczyzn,
- profile ćwierćwałek, kątowniki, karnisze drewniane i inne elementy dekoracyjne.
Produkcja tego typu wyrobów wymaga wysokiej powtarzalności wymiarowej i jakości powierzchni, ponieważ listwy są dobrze widoczne w gotowym wnętrzu. Maszyny do profilowania umożliwiają uzyskanie gładkiej, równej powierzchni, gotowej do lakierowania, malowania lub bejcowania.
Boazerie, elewacje drewniane i deski tarasowe
Wiele maszyn do produkcji listew wykorzystuje się również do wytwarzania elementów okładzinowych i elewacyjnych:
- boazerii wewnętrznych – deski o określonym profilu pióro-wpust, często z ozdobnym frezowaniem,
- elewacji drewnianych – deski fasadowe o zróżnicowanym kształcie (np. szalówka skandynawska, profile rombowe),
- desek tarasowych – z ryflowaniem poprawiającym przyczepność i odprowadzanie wody.
W tym zastosowaniu bardzo ważna jest trwałość profili oraz możliwość ich precyzyjnego spasowania podczas montażu. Zastosowanie maszyn do profilowania pozwala na utrzymanie tolerancji wymiarowych nawet przy dużych seriach produkcyjnych, co przekłada się na szybkość i komfort pracy ekip montażowych.
Stolarka okienna, drzwiowa i meblowa
W bardziej zaawansowanych zakładach maszyny do profilowania pełnią kluczową rolę w produkcji elementów okien, drzwi i mebli. Typowe przykłady to:
- ramy i ościeżnice drzwiowe – profile z licznymi wręgami, podfrezowaniami i miejscami na uszczelki,
- elementy okienne – listwy przyszybowe, słupki, szprosy, profile okapników,
- komponenty meblowe – listwy dekoracyjne, pilastry, ramki frontów, listwy cokołowe.
W tym segmencie kluczowa jest możliwość szybkiej zmiany profilu oraz zachowanie bardzo wysokiej precyzji wymiarowej. Często wykorzystuje się rozbudowane strugarki profilowe z pamięcią ustawień, które minimalizują przestoje przy zmianie asortymentu.
Zastosowania specjalistyczne i przemysłowe
Maszyny do profilowania listew wykorzystuje się również w zastosowaniach mniej oczywistych, m.in. do:
- produkcji elementów opakowań drewnianych – listew dystansowych, ramek, wzmocnień,
- wytwarzania profili konstrukcyjnych do domów szkieletowych – profili o specjalnym kształcie pod instalacje lub ocieplenie,
- produkcji listew do ram obrazów, dekoracji scenograficznych, ścianek wystawienniczych.
W wielu zakładach jedna dobrze skonfigurowana strugarko-profilarka przejmuje funkcję kilku różnych maszyn, zastępując klasyczne strugarki, frezarki i częściowo piły formatowe w obróbce wzdłużnej. To istotnie optymalizuje układ parku maszynowego i przepływ materiału.
Zalety i wady maszyn do produkcji listew
Jak każde zaawansowane urządzenie przemysłowe, maszyna do profilowania ma swoje mocne i słabe strony. Zrozumienie ich przed zakupem pozwala właściwie dobrać rozwiązanie do charakteru produkcji.
Najważniejsze zalety
- Wydajność – jedno z kluczowych atutów. W porównaniu z tradycyjnym frezowaniem na pojedynczych obrabiarkach, strugarko-profilarka potrafi w jednym przebiegu obrobić wszystkie powierzchnie, osiągając wydajność liczona w setkach lub tysiącach metrów bieżących na zmianę.
- Powtarzalność profili – stabilne prowadzenie materiału i jednoczesna praca wielu wrzecion gwarantują bardzo wysoką powtarzalność wymiarową, co ma znaczenie przy montażu i łączeniu wielu odcinków listew.
- Automatyzacja – w nowoczesnych maszynach stosuje się napędy serwo, elektroniczne ustawianie wrzecion i zadajniki posuwu, co znacznie skraca czas przezbrojeń i zmniejsza ryzyko błędów operatora.
- Elastyczność produkcji – przy odpowiednim wyposażeniu narzędziowym można wytwarzać różne profile na tej samej maszynie, jedynie zmieniając głowice, ustawienia i parametry posuwu.
- Jakość powierzchni – przy poprawnej konfiguracji i ostrych narzędziach uzyskuje się gładką, równą powierzchnię, często bez konieczności dodatkowego szlifowania przed lakierowaniem.
- Oszczędność materiału – dobrze ustawiona maszyna pozwala ograniczyć naddatki obróbkowe, a co za tym idzie zmniejszyć ilość odpadów. Jest to szczególnie istotne przy produkcji z drogiego drewna egzotycznego lub dębowego.
Najczęściej wskazywane wady
- Wysoki koszt zakupu – profesjonalne maszyny do profilowania to poważna inwestycja, szczególnie w wersjach wielowrzecionowych z rozbudowaną automatyką. Dla małych warsztatów może to być bariera wejścia.
- Wymóg odpowiedniej infrastruktury – maszyna wymaga stabilnego zasilania elektrycznego (często 400 V), wydajnego systemu odpylania i odpowiedniej ilości miejsca w hali produkcyjnej.
- Złożona obsługa – operator musi znać zasady ustawiania narzędzi, umieć kontrolować parametry obróbki i reagować na problemy z posuwem czy jakością powierzchni. Błędy mogą szybko generować duże ilości braków.
- Koszty serwisu i narzędzi – wymiana łożysk wrzecion, naprawa napędów czy zakup nowych głowic nożowych to wydatek, który należy uwzględniać w długofalowym planowaniu.
- Ograniczona opłacalność przy bardzo krótkich seriach – częste przezbrajanie pod niewielkie zamówienia może sprawić, że czas ustawień będzie porównywalny z czasem samej produkcji.
Mimo tych ograniczeń, dla większości profesjonalnych zakładów obrabiających drewno korzyści z zastosowania maszyn do listew zdecydowanie przeważają nad wadami, szczególnie gdy celem jest rozwój produkcji seryjnej lub półseryjnej.
Rodzaje i klasy maszyn – przegląd rozwiązań
Na rynku dostępnych jest wiele konstrukcji maszyn do produkcji listew. Różnią się one nie tylko liczbą wrzecion, ale także stopniem automatyzacji, możliwościami profilowania i zakresem zastosowań. Wybór odpowiedniego modelu powinien wynikać z analizy portfela produktów i przewidywanego wolumenu.
Strugarki jednowrzecionowe i dwuwrzecionowe
Najprostsze urządzenia, wykorzystywane głównie w małych warsztatach, to strugarki jednowrzecionowe z możliwością montażu noży profilowych. Umożliwiają one:
- wydłużoną obróbkę krawędziową,
- formowanie prostych profili (fazki, zaokrąglenia, niewielkie ozdobniki),
- prace prototypowe i produkcję krótkich serii.
Strugarki dwuwrzecionowe (górne i dolne) pozwalają jednocześnie obrabiać dwie powierzchnie, co przyspiesza proces, ale nadal są to raczej rozwiązania kompromisowe, nie dorównujące wydajnością i elastycznością strugarkom czterostronnym.
Strugarki czterostronne – standard przemysłu
Najbardziej rozpowszechnioną klasą maszyn do listew są strugarki czterostronne. Wyposażone w wrzeciona: dolne, górne oraz dwa boczne, umożliwiają obróbkę wszystkich czterech płaszczyzn elementu w jednym przejściu. Często dodaje się kolejne wrzeciona, np. drugie górne lub boczne, a także specjalne wrzeciona ukośne.
Charakterystyczne cechy typowej strugarki czterostronnej:
- Wszechstronność – możliwość produkcji prostych listew, desek, kantówek, boazerii, a po odpowiednim wyposażeniu także profili okiennych i drzwiowych.
- Zakres wymiarów – od bardzo wąskich listew dekoracyjnych po deski o szerokości kilkudziesięciu centymetrów (w zależności od modelu).
- Regulowany posuw – umożliwiający dostosowanie prędkości przejazdu do twardości materiału i złożoności profilu.
- Możliwość rozbudowy – dodawanie dodatkowych głowic, zmiana elektroniki sterującej, dołączanie automatycznych podajników.
Strugarki czterostronne są powszechnie stosowane zarówno w tartakach przetwarzających surowiec na tarcicę konstrukcyjną i elewacyjną, jak i w wyspecjalizowanych zakładach produkujących listwy wykończeniowe i komponenty stolarki.
Strugarko-profilarki wysokiej precyzji
Dla produkcji wymagającej szczególnej dokładności – np. elementy okienne, drzwiowe, meblowe – stosuje się strugarko-profilarki o podwyższonej precyzji i sztywności. Cechują się one:
- wzmocnionym korpusem i prowadnicami,
- precyzyjnymi śrubami pociągowymi i serwonapędami do ustawiania wrzecion,
- rozbudowanym sterowaniem elektronicznym, które zapamiętuje pozycje narzędzi dla różnych profili,
- często zintegrowanym systemem pomiaru i diagnostyki.
Takie maszyny pozwalają zachować bardzo wąskie tolerancje wymiarowe, co jest kluczowe w elementach, które muszą się idealnie spasować – jak skrzydła drzwi, ościeżnice czy zespoły okienne. Dzięki możliwości szybkiego przywołania zapisanych ustawień skraca się również czas przezbrojenia między seriami.
Automatyczne linie do profilowania i łączenia
W dużych zakładach producenci często inwestują w kompletne linie produkcyjne, w których maszyna do profilowania jest jednym z kluczowych modułów. Typowa linia może obejmować:
- podajnik wstępny z sortowaniem materiału,
- maszynę do wzdłużnego łączenia na mikrowczepy (dla listew klejonych),
- prasę do klejenia na szerokość,
- strugarko-profilarkę nadającą ostateczny kształt,
- automatyczny odbiór, sztaplowanie i foliowanie.
Takie zintegrowane linie pozwalają w pełni zautomatyzować proces od surowej deski po gotowy produkt, ograniczając udział pracy ręcznej do nadzoru, utrzymania ruchu i kontroli jakości. Maszyna do listew w takim układzie pracuje zwykle z maksymalną prędkością posuwu, a jej parametry są skorelowane z pozostałymi urządzeniami linii.
Kryteria wyboru maszyny do produkcji listew
Dobór odpowiedniej maszyny do profilowania to decyzja długofalowa. Wymaga ona uwzględnienia nie tylko aktualnych potrzeb, ale również planów rozwoju zakładu. Poniżej kluczowe kwestie, które warto przeanalizować przed zakupem.
Zakres produkowanych profili i elastyczność
Podstawą jest odpowiedź na pytanie: jakie listwy i profile będą wytwarzane na maszynie? Jeśli asortyment jest wąski (np. wyłącznie listwy przypodłogowe w kilku wariantach), można rozważyć urządzenie bardziej wyspecjalizowane, z mniejszą liczbą zmian narzędzi. Jeżeli natomiast zakład planuje oferować szeroką gamę profili, kluczowe stają się:
- łatwość i szybkość przezbrajania,
- dostępność systemów szybkiej wymiany głowic,
- możliwość zapisu ustawień i szybkiego ich przywoływania,
- rozbudowany katalog dostępnych narzędzi profilowych.
W praktyce wielu producentów decyduje się na kompromis – zakup jednej maszyny o wyższej elastyczności i ewentualnie tańszego urządzenia pomocniczego do najpopularniejszych, powtarzalnych profili.
Wydajność i prędkość posuwu
Parametrem często wyszczególnianym w katalogach jest maksymalna prędkość posuwu. Należy jednak pamiętać, że realna prędkość produkcyjna będzie niższa i zależna od:
- twardości i rodzaju drewna,
- złożoności profilu, liczby ostrzy,
- stopnia wysuszenia materiału,
- wymaganej jakości powierzchni.
Dla małego zakładu produkującego kilka tysięcy metrów listew miesięcznie wysoka prędkość posuwu może nie być kluczowa. Natomiast dla dużej fabryki, obsługującej sieci handlowe czy rynki eksportowe, odpowiednio dobrana wydajność maszyny bezpośrednio wpływa na terminowość realizacji zamówień i konkurencyjność oferty.
Moc silników i stabilność obróbki
Przy profilowaniu twardych gatunków drewna, takich jak dąb czy buk, znaczenia nabiera moc silników napędzających wrzeciona i posuw. Zbyt słaba jednostka napędowa może prowadzić do spadków obrotów pod obciążeniem, co zwiększa ryzyko powstawania falistości, wyrwań włókna i przegrzania narzędzi.
Warto zwrócić uwagę na:
- sumaryczną moc zainstalowanych silników,
- rodzaj napędów posuwu (mechaniczne, elektryczne, serwo),
- możliwość regulacji obrotów wrzecion (falowniki),
- masę i sztywność konstrukcji maszyny.
Cięższa, solidna konstrukcja zwykle oznacza lepsze tłumienie drgań i wyższą trwałość przy intensywnej eksploatacji. Jest to istotne szczególnie przy produkcji w trybie wielozmianowym.
Sterowanie, automatyzacja i bezpieczeństwo
Nowoczesne maszyny do produkcji listew wyposażone są w panele dotykowe, systemy wizualizacji i rozbudowane funkcje diagnostyczne. Podczas wyboru warto ocenić:
- intuicyjność interfejsu operatorskiego,
- możliwość tworzenia i zapisywania receptur dla różnych profili,
- dostępność zdalnego serwisu i aktualizacji oprogramowania,
- stopień zabezpieczeń (osłony, wyłączniki awaryjne, blokady dostępu).
Bezpieczeństwo pracy to nie tylko wymóg prawny, ale też realne zmniejszenie ryzyka przestojów i kosztownych wypadków. Warto upewnić się, że maszyna spełnia obowiązujące normy, a producent zapewnia szkolenia z zakresu jej obsługi.
Koszty narzędzi i eksploatacji
Zakup maszyny to dopiero początek inwestycji. W ciągu kolejnych lat wymianie podlegać będą głowice nożowe, płytki skrawające, łożyska, pasy napędowe. Przy kalkulacji opłacalności należy uwzględnić:
- cenę i dostępność noży profilowych oraz głowic,
- czas i koszt ostrzenia,
- koszty serwisu gwarancyjnego i pogwarancyjnego,
- zużycie energii elektrycznej oraz zapotrzebowanie na odciąg.
Często okazuje się, że pozornie tańsza maszyna, wykorzystująca mniej popularne systemy narzędzi, generuje w dłuższej perspektywie wyższe koszty eksploatacji niż urządzenie droższe, ale oparte na standardowych, łatwo dostępnych komponentach.
Przegląd wybranych rozwiązań i trendów rynkowych
Rynek maszyn do profilowania rozwija się dynamicznie, odpowiadając na rosnące wymagania w zakresie automatyzacji, precyzji i efektywności energetycznej. Choć konkretne modele i oznaczenia zmieniają się bardzo szybko, można wskazać kilka charakterystycznych kierunków rozwoju.
Maszyny dla małych i średnich warsztatów stolarskich
Dla niewielkich zakładów szczególnie istotne są rozwiązania łączące rozsądną cenę z uniwersalnością. Producenci oferują w tym segmencie kompaktowe strugarko-profilarki czterostronne o następujących cechach:
- umiarkowana prędkość posuwu, wystarczająca do pracy jednozmianowej,
- prostsze sterowanie, często w postaci panelu z przyciskami i pokrętłami,
- ograniczona, ale wystarczająca liczba wrzecion,
- możliwość rozbudowy o dodatkowe głowice i funkcje w przyszłości.
Takie maszyny sprawdzają się w firmach, które produkują listwy na potrzeby własne (np. zakłady stolarki budowlanej) lub w krótkich seriach na zamówienie klientów. Często są to urządzenia celowo pozbawione najbardziej zaawansowanej elektroniki, co ułatwia serwis i obniża koszty eksploatacji.
Rozwiązania dla przemysłu i produkcji wielkoseryjnej
W segmencie przemysłowym dominują strugarko-profilarki o rozbudowanej konfiguracji, wyposażone w:
- wiele wrzecion roboczych, w tym ukośnych i specjalnych,
- automatyczne ustawianie narzędzi,
- integrację z systemami pomiarowymi i magazynami narzędzi,
- zaawansowane układy posuwu, często z napędem gąsienicowym.
Takie maszyny najczęściej pracują w trybie ciągłym i są wpięte w linię technologiczną obejmującą obróbkę wstępną, sortowanie, suszenie i obróbkę końcową. Wysoka powtarzalność i minimalne czasy przestojów mają tu kluczowe znaczenie, a koszt zakupu urządzenia rozpatruje się w skali wieloletniej amortyzacji.
Cyfryzacja i Przemysł 4.0 w maszynach do listew
Coraz większe znaczenie mają rozwiązania cyfrowe. Wśród najważniejszych trendów można wymienić:
- zdalną diagnostykę – serwis producenta może analizować parametry pracy maszyny, identyfikując potencjalne usterki zanim dojdzie do awarii,
- monitoring zużycia narzędzi – czujniki i algorytmy analizujące obciążenia wrzecion pozwalają przewidywać moment konieczności wymiany noży,
- integrację z systemami ERP – dane o produkcji, czasie pracy, ilości wyprodukowanych listew trafiają bezpośrednio do systemu zarządzania przedsiębiorstwem,
- konfiguratory profili – oprogramowanie umożliwiające projektowanie nowych kształtów listew i automatyczne generowanie ustawień maszyny oraz dokumentacji narzędziowej.
Dla części firm takie zaawansowane funkcje są jeszcze dodatkiem, jednak w perspektywie kilku lat mogą stać się standardem, szczególnie w dużych zakładach, gdzie każda minuta przestoju oznacza realne straty finansowe.
Eksploatacja, konserwacja i organizacja pracy na maszynie do listew
Nawet najlepsza technicznie maszyna nie spełni oczekiwań, jeśli nie będzie odpowiednio eksploatowana i serwisowana. Wydłużenie żywotności urządzenia i utrzymanie jakości produkcji wymaga wprowadzenia jasno określonych procedur.
Przygotowanie materiału do profilowania
Aby uzyskać stabilną jakość, do maszyny należy podawać odpowiednio przygotowane drewno. Obejmuje to:
- właściwy poziom wilgotności (dostosowany do późniejszego zastosowania listew),
- wstępne przetarcie i ewentualne prostowanie elementów,
- eliminację desek z widocznymi pęknięciami, sękami przelotowymi czy innymi wadami struktury.
Podawanie na maszynę materiału wypaczonego, zbyt wilgotnego lub z defektami prowadzi do niestabilnego prowadzenia, większego zużycia narzędzi i wychodzenia listew poza zakładane tolerancje wymiarowe.
Konserwacja i kontrola narzędzi skrawających
Kluczowym elementem utrzymania jakości są narzędzia. Regularne ostrzenie noży i wymiana płytek skrawających wpływa na:
- gładkość powierzchni listew,
- obciążenie silników i zużycie energii,
- temperaturę procesu i ryzyko przypaleń,
- poziom hałasu i wibracji.
W wielu zakładach stosuje się harmonogramy wymiany narzędzi, oparte na liczbie przepracowanych godzin lub ilości wyprodukowanych metrów bieżących. Coraz częściej dane te są rejestrowane bezpośrednio przez sterownik maszyny i prezentowane operatorowi w formie komunikatów o konieczności serwisu.
Bezpieczeństwo pracy i szkolenie operatorów
Maszyny do listew pracują z dużymi prędkościami obrotowymi i znaczną siłą posuwu, dlatego odpowiednie przygotowanie pracowników ma ogromne znaczenie. Obejmuje to:
- szkolenie z zakresu obsługi panelu sterowania,
- wiedzę o procedurach awaryjnych i blokadach bezpieczeństwa,
- umiejętność rozpoznawania symptomów niewłaściwej pracy (nietypowe dźwięki, nagłe zmiany obciążenia, ślady przypaleń na drewnie),
- stosowanie środków ochrony osobistej (ochrona słuchu, wzroku, odpowiednia odzież).
Starannie opracowane instrukcje stanowiskowe, regularne szkolenia okresowe i kultura zgłaszania nieprawidłowości pozwalają minimalizować liczbę wypadków i uszkodzeń urządzeń.
Ciekawe aspekty technologiczne i praktyczne wskazówki
Oprócz podstawowych informacji warto zwrócić uwagę na kilka mniej oczywistych zagadnień związanych z wykorzystaniem maszyn do produkcji listew.
Wpływ gatunku drewna na parametry profilowania
Każdy gatunek drewna inaczej zachowuje się podczas obróbki. Na przykład:
- gatunki miękkie (świerk, sosna) umożliwiają wyższe prędkości posuwu, ale są bardziej podatne na wyrywanie włókien przy ostrych narożach profilu,
- twarde gatunki liściaste (dąb, buk, jesion) wymagają nieco wolniejszego posuwu i bardziej precyzyjnego ustawienia narzędzi, za to dają gładką, estetyczną powierzchnię,
- drewno egzotyczne może zawierać naturalne substancje żywiczne i mineralne, które przyspieszają zużycie noży.
Doświadczone zakłady opracowują własne zestawy parametrów (obroty, posuw, rodzaj ostrzy) dla poszczególnych gatunków drewna, zapisując je w dokumentacji technologicznej lub bezpośrednio w pamięci sterownika maszyny.
Projektowanie profili z myślą o produkcji
Architekci i projektanci wnętrz często tworzą oryginalne kształty listew, które następnie trzeba przełożyć na praktyczną technologię. Dobrą praktyką jest włączanie technologów produkcji w proces projektowania, co pozwala:
- unikać profili z nadmiernie ostrymi przejściami i bardzo cienkimi ściankami,
- tak dobrać wymiary, aby maksymalnie wykorzystać standardowe przekroje surowca,
- dostosować kształt do możliwości konkretnych głowic i liczby wrzecion.
Już niewielka korekta promieni zaokrągleń czy głębokości wcięć może znacząco uprościć produkcję, obniżyć koszty narzędzi i poprawić trwałość samej listwy podczas eksploatacji.
Optymalizacja przepływu materiału w zakładzie
Maszyna do profilowania jest często centralnym punktem linii technologicznej. Aby w pełni wykorzystać jej potencjał, warto:
- zorganizować bufor materiału przed i za maszyną,
- zaplanować logiczny układ dróg transportu ręcznego lub zmechanizowanego,
- zminimalizować liczbę przeładunków i zbędnych przejść elementów między stanowiskami,
- zintegrować pracę maszyny z planowaniem produkcji (kolejność zleceń, przezbrajanie, zmiany asortymentu).
Dobrze zaprojektowany przepływ materiału skraca czas realizacji zamówień, ogranicza ryzyko pomyłek i uszkodzeń elementów oraz pozwala w pełni wykorzystać możliwości, jakie daje nowoczesna maszyna do produkcji listew.
Maszyny do profilowania listew, od prostych strugarek po złożone, w pełni zautomatyzowane linie, stanowią fundament nowoczesnej obróbki drewna. Łączą w sobie wysoką wydajność, możliwość uzyskania skomplikowanych kształtów i dążenie do maksymalnej powtarzalności. Właściwy dobór, przemyślana eksploatacja oraz integracja z całym procesem produkcyjnym pozwalają zamienić surowe drewno w wysokojakościowe, estetyczne i funkcjonalne wyroby, których kluczowym elementem są właśnie profilowane listwy.


